The 20-Second Trick For Lean Productions
Wiki Article
Additive Manufacturing Can Be Fun For Everyone
Table of ContentsThe 20-Second Trick For Lean ManufacturingHow Plastic Manufacturing can Save You Time, Stress, and Money.Top Guidelines Of Lean ManufacturingUnknown Facts About Additive Manufacturing
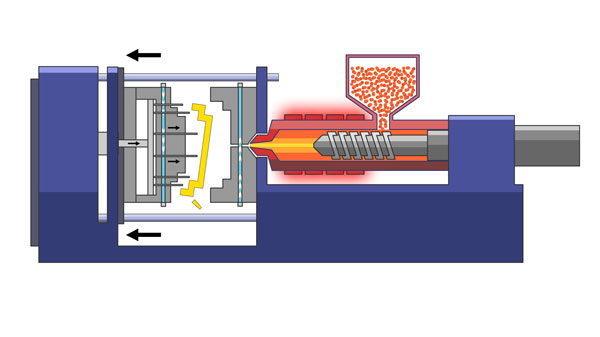
With shot moulding, pre-dried granular plastic is fed by a forced ram from a hopper into a heated barrel. As the granules are slowly moved on by a screw-type bettor, the plastic is pushed into a warmed chamber, where it is thawed. As the plunger developments, the thawed plastic is required with a nozzle that rests against the mould, permitting it to get in the mould dental caries via a gateway as well as runner system.The sequence of events throughout the injection mould of a plastic part is called the shot moulding cycle. The cycle begins when the mould shuts, adhered to by the shot of the polymer right into the mould cavity. When the cavity is loaded, a holding stress is maintained to make up for product shrinkage.

When the dental caries is 98% full, the device switches from rate control to stress control, where the tooth cavity is "packed out" at a constant stress, where adequate speed to reach wanted stress is needed. This lets employees regulate part dimensions to within thousandths of an inch or far better. Like all commercial processes, shot molding can create flawed components, even in toys.
Fascination About Lean Production
Trials are usually carried out prior to complete manufacturing runs in an effort to anticipate issues and also identify the proper requirements to make use of in the shot process.: 180 When loading a brand-new or unfamiliar mould for the very first time, where shot size for that mould is unknown, a technician/tool setter may do a test run prior to a complete manufacturing run.
Holding stress is raised up until the parts are devoid of sinks and component weight has actually been accomplished. Moulding defects [modify] Shot moulding is a complicated technology with feasible production problems. They can be created either by flaws in the moulds, or regularly by the moulding process itself.: 4785 Moulding defects Alternative name Summaries Causes Sore Blistering Increased or layered area on surface of the part Device or material is as well hot, commonly triggered by an absence of cooling around the device or a malfunctioning heater.
8 Simple Techniques For Die Casting
Installed particulates International particle (burned material or various other) embedded in the component Particles on the device surface, infected material or foreign particles in the barrel, or as well much shear warm burning the product prior to injection. Circulation lines Directionally "off tone" wavy lines or patterns Injection speeds also slow (the plastic has actually cooled down excessive during shot, injection rates ought to be established as fast as is proper for the procedure and product used).Filling up also fast, not enabling the sides of the part to establish. Additionally mould may be out of enrollment (when the 2 halves don't centre effectively and part wall surfaces are not the visit this website very same thickness). The offered info is the typical understanding, Correction: The Lack of pack (not holding) pressure (pack stress is made use of to load out although is the part during the holding time).
To put it simply, as the component reduces the material divided from itself as there was not enough material in the cavity. Deep space could occur at any type of location or the component is not restricted by the thickness but by the resin circulation and also thermal conductivity, however it is extra likely to occur at thicker locations like ribs or bosses.
Knit line/ Blend line/ Transfer line Discoloured line where 2 circulation fronts fulfill Mould or worldly temperature levels established as well low (the material is cold when they meet, so they do not bond). Time for change between injection and also transfer (to packaging as well as holding) is also very early. Twisting Distorted part Air conditioning is also brief, product is as well hot, lack of cooling down around the device, inaccurate water temperature levels (the parts bow inwards towards the warm side of the device) Unequal diminishing between locations of the component.
Some Known Details About Oem
125 inch wall density is +/- 0. 008 inch (0. 2 mm).: 446 Power requirements [edit] The power required for this procedure of shot moulding depends upon many points and also ranges materials made use of. Production Processes Referral Guide mentions that the power needs depend upon "a material's details gravity, melting factor, thermal conductivity, part size, and molding rate." Below is a table from web page 243 of the very same referral as formerly discussed that ideal illustrates the qualities relevant to the power needed for the most frequently made use of materials.Along with placing assessment systems on find more info automated tools, multiple-axis robots can eliminate components from the mould and position them for additional processes. Certain instances consist of removing of components from the mould instantly after the parts are produced, as well as applying machine vision systems. A robotic grasps the part after the ejector pins have been encompassed release the component from the mould.
However why is shot molding device manufacturing so efficient? And also how does it function? To locate out, let's explore the subject and address all of the important inquiries, including what it is, the procedure behind it, its primary advantages, and also how to select the ideal company. What is Injection Molding? is the procedure of utilizing plastic to produce a large range of components as well as items.
The injection molding maker utilizes customized molds to fill them out according to specs, producing the same copies that can be customized in a range of ways. What's more, shot molding is an extremely flexible procedure, enabling a wide variety of different products and also coatings, that makes it a prominent option in numerous industries with completely various goals and requirements - manufacturing.
Report this wiki page